

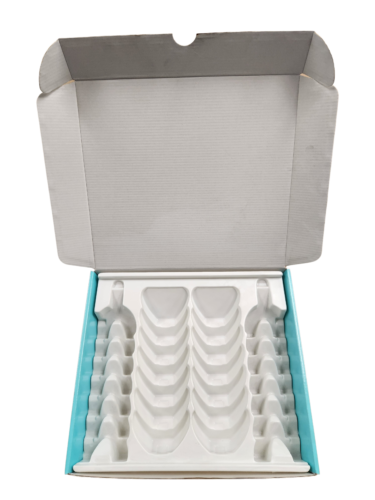
Custom box inserts are used to ensure your products are secure inside your box throughout the supply chain. They are used to keep your product
What is Chipboard? Chipboard is made from small wood particles mixed with resin, binders and other additives, which is then pressed together under high temperature

Solid Bleached Sulfate (SBS), often used under the umbrella term “paperboard,” is a common packaging material used in North America to package everyday consumer good

Today, more and more brands are switching to sustainable packaging options to improve their social responsibility to the environment and to meet any regulation or

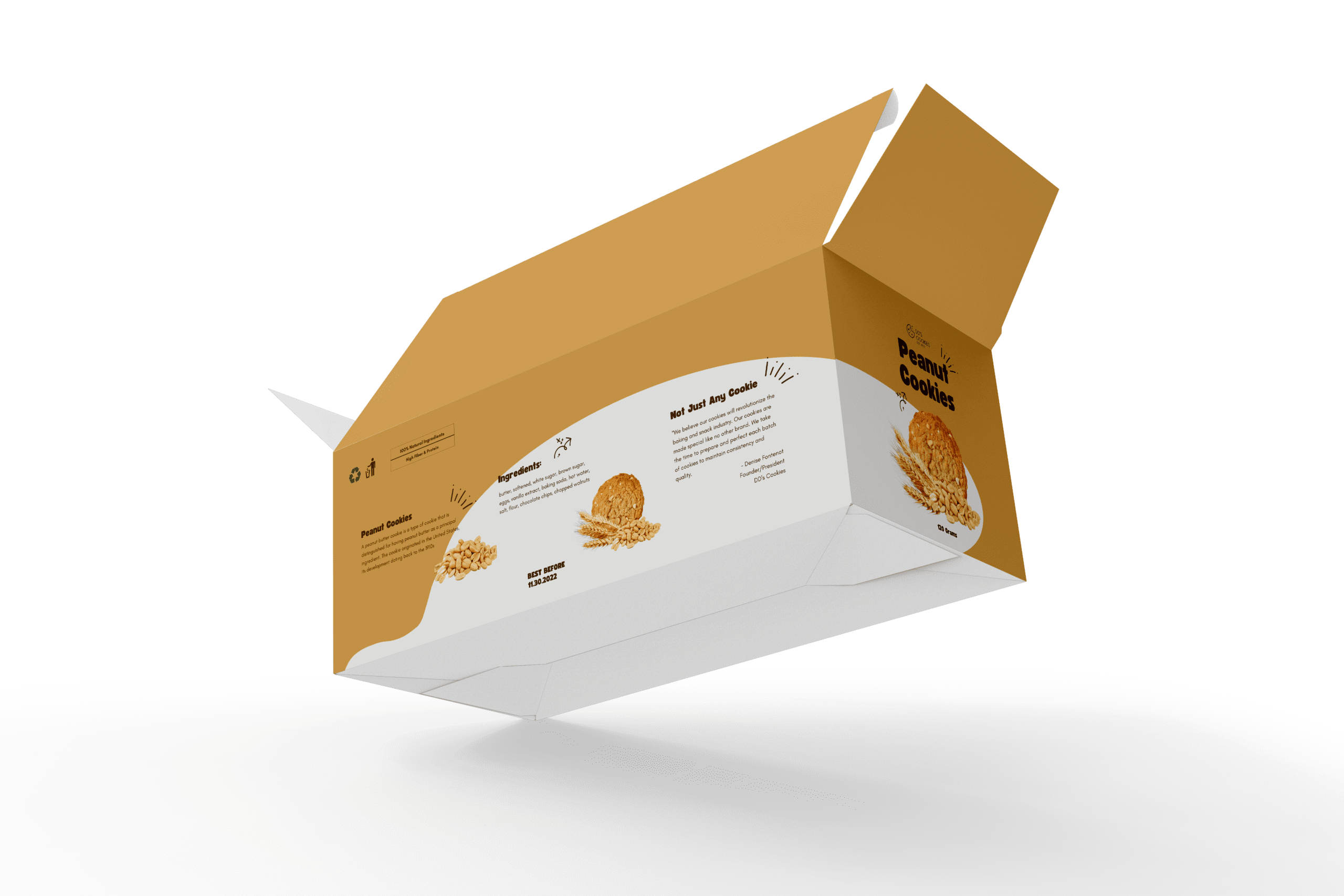
When browsing a retail store many of us have probably noticed that most products are packaged in a box, whether they are on the shelf

Finding the right packaging supplier for your business can be challenging, as there are many companies to choose from. Suppliers vary in quality of service
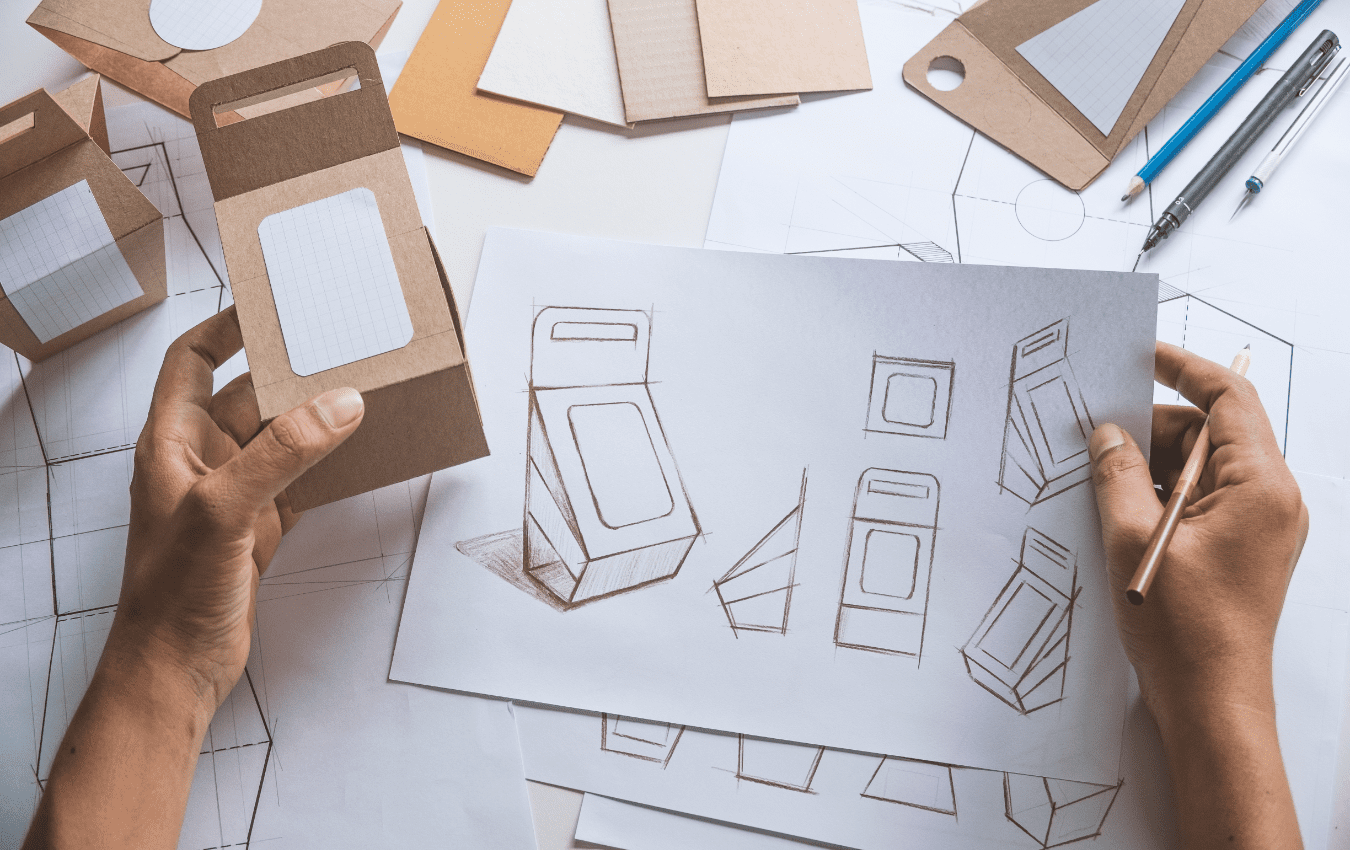
Taking your packaging’s design from concept to completion can seem rather complex and challenging for those that are new to the packaging design process. Everyone

When you see packaging, you don’t see the process it went through, you just see the result. It is important to understand how each package
In the past several years the world has faced economic challenges with the Covid-19 Pandemic, supply chain shortages, Russia-Ukraine conflict and other events which have
When it comes to printing on packaging, color is one of the most important components in attracting a consumer. Most people aren’t aware that there
RETT boxes are a popular type of corrugated mailer used by the retail and ecommerce industry to ship and display products. These boxes are designed
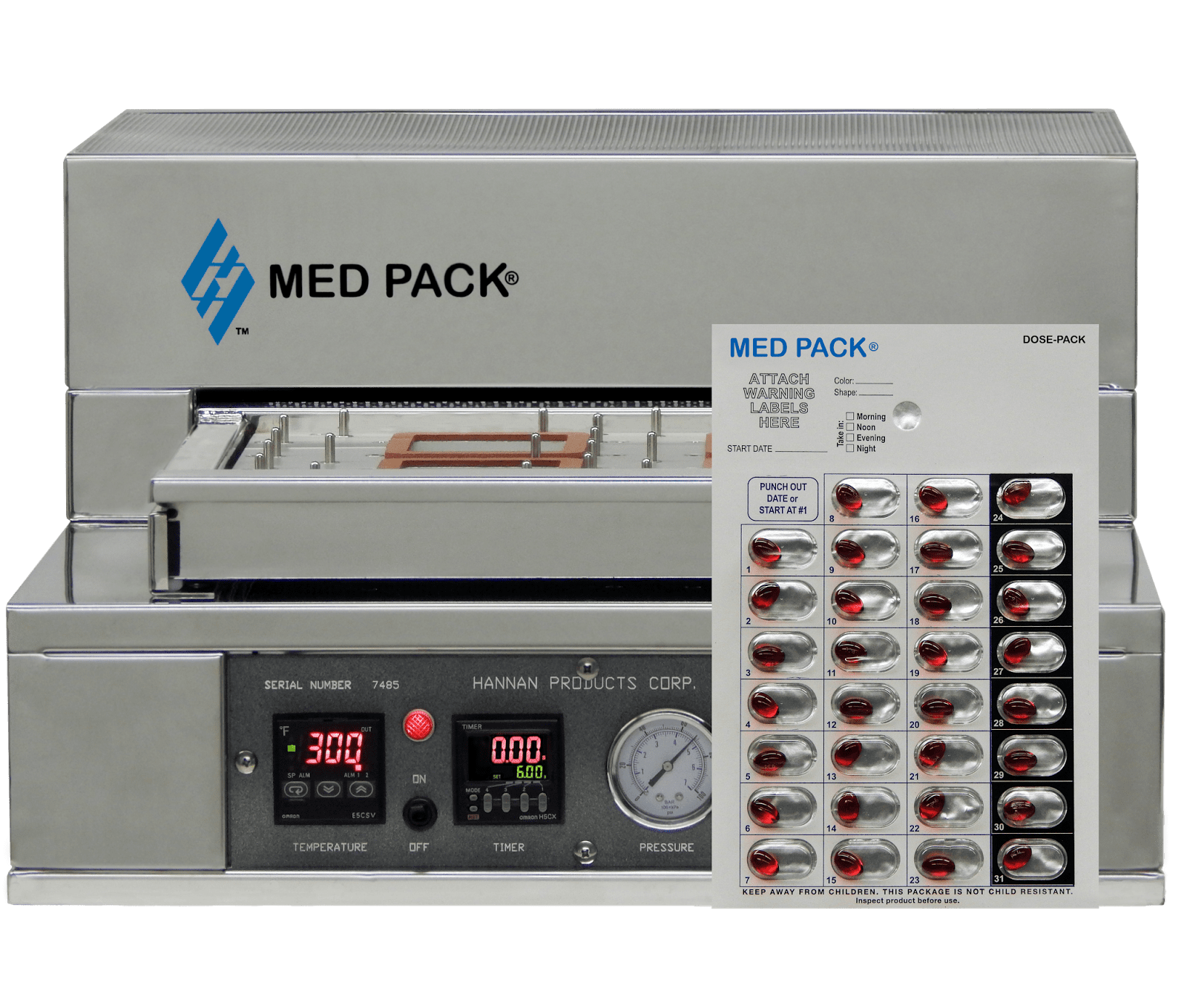
Choosing the right sealing method impacts product quality, cost, durability, and speed to market. The two most common options—heat seal and cold seal—each have distinct

Direct Thermal Printing Direct thermal printing uses heat-sensitive media that darkens as it passes under a printhead. Because it does not require ink, toner, or

Regular Slotted Containers (RSC) are the most widely used corrugated boxes in packaging. Their standardized design, strength options, and cost efficiency make them suitable for

The holiday season is the most profitable time of year for ecommerce. With increased competition, brands must create a memorable seasonal experience through custom holiday
A packaging prototype is a sample or mockup of your packaging concept used to test function, design, and marketability before full production. Prototypes give buyers
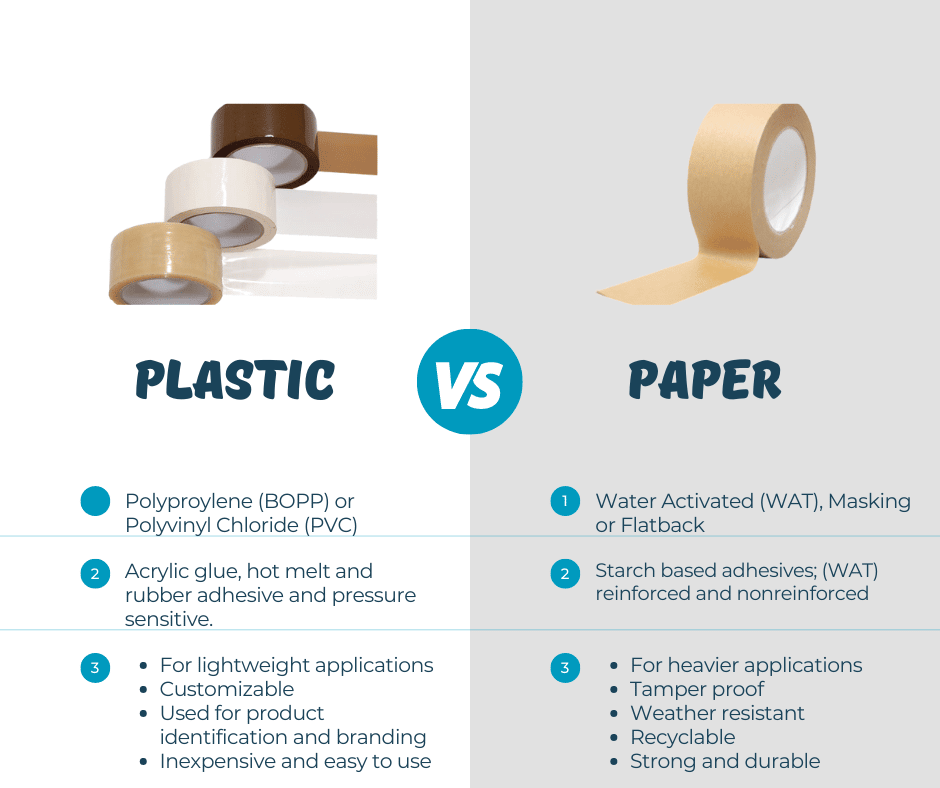
Plastic and paper packaging tapes both serve the same core purpose — sealing, wrapping, and bundling packages — but their performance differs depending on application.
SO 9001:2015 is a globally recognized certification for quality management systems (QMS). To earn certification, companies must demonstrate the ability to consistently provide products and

The terms cardboard and corrugated are often used interchangeably, but in packaging, they mean very different things. Cardboard is a catch-all term used by consumers,

Gusseted bags are designed with extra folds of material at the sides or bottom to increase capacity and structural support. This feature makes them ideal

Pallet optimization is the process of maximizing efficiency in space utilization and handling while minimizing freight costs. It requires strategic use of surface area, stacking
