


In the world of packaging, there’s a constant pursuit of innovation and improvement to ensure products are not only securely packaged but also easy to

As a small business owner, bringing your product to retail is a significant milestone, and the packaging plays a crucial role in making a lasting

In the competitive world of retail, effective packaging can make all the difference. If your product finds itself on the bottom shelf, it’s essential to

Choosing corrugated boxes for packaging needs is a decision that offers unparalleled benefits in terms of protection, sustainability, and cost-effectiveness. These boxes stand out for

Effective packaging plays a crucial role in product presentation and protection across various industries. Among the many packaging options available, blister packaging stands out as
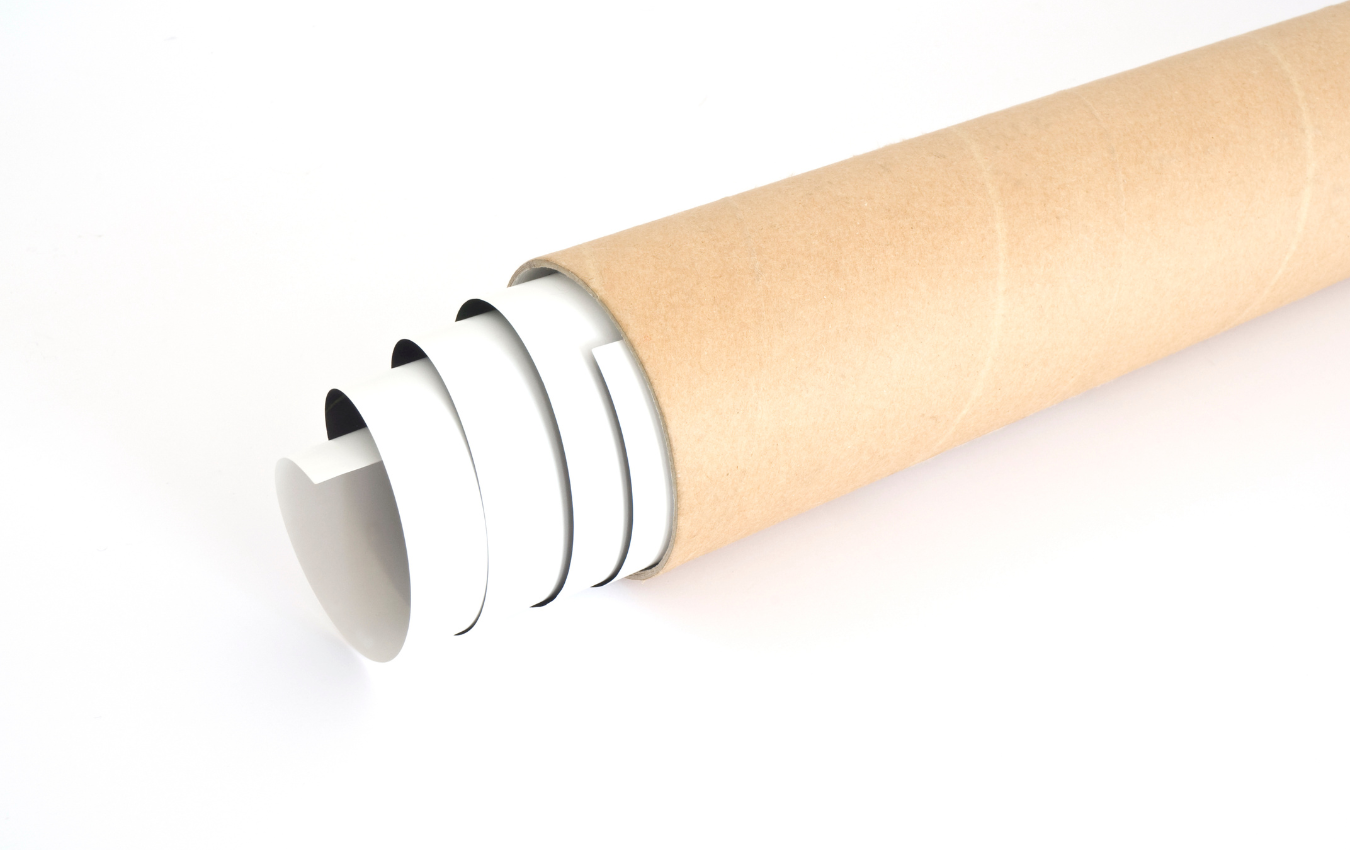
Mailing tubes are a popular choice for safely shipping and storing various items, such as posters, blueprints, and documents. While these tubes offer excellent protection

Whether storing household items, packing for a move, or packaging products for shipping, we often take corrugated boxes for granted. They offer strength, durability, and

Straight Tuck End (STE) folding cartons are a popular and widely used type of packaging for consumer goods such as food, beverage, cosmetics, and household
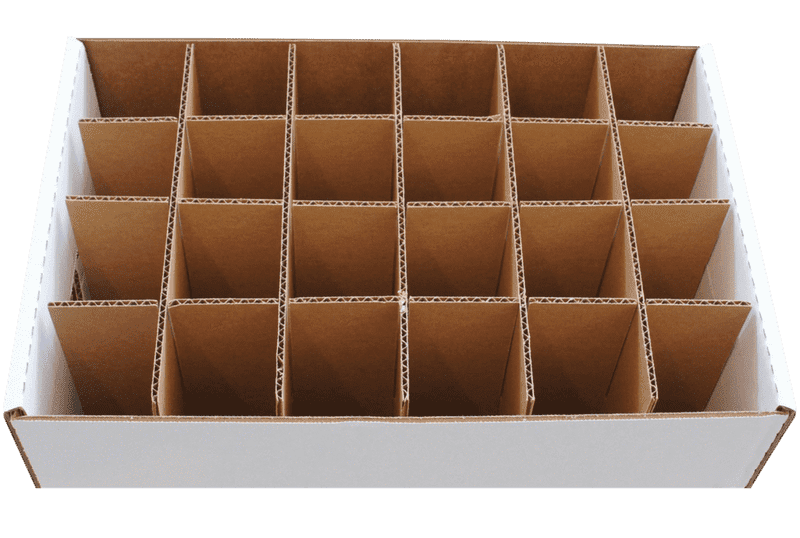
Corrugated partition inserts are an innovative packaging solution that can significantly enhance the functionality and efficiency of boxes. These inserts are made from corrugated cardboard,
In today’s digital age, online packaging companies offer the convenience of DIY packaging solutions. However, the allure of DIY packaging can mask significant challenges. In

In the world of e-commerce, packaging is much more than just protection for your products. It has evolved into a vital marketing asset that helps

The longevity of corrugated boxes, a question frequently asked by businesses and consumers alike, hinges on several key factors, including their construction, material quality, and

A Point of Purchase (POP) display is a powerful marketing tool used by retailers and brands to attract customers’ attention, showcase products, and boost sales

Yes, a corrugated box is an excellent choice for shipping due to its strong, durable nature and its ability to protect contents from damage during

Saving on the purchase of corrugated boxes involves strategic planning and smart sourcing to ensure you get the best value without compromising on quality. By

In October 2024, California made a groundbreaking move by banning “sell by” dates on food products. This legislation aims to reduce consumer confusion, minimize food

The weight a corrugated box can hold depends on factors such as box construction, material grade, flute size, and box dimensions. Corrugated boxes are designed
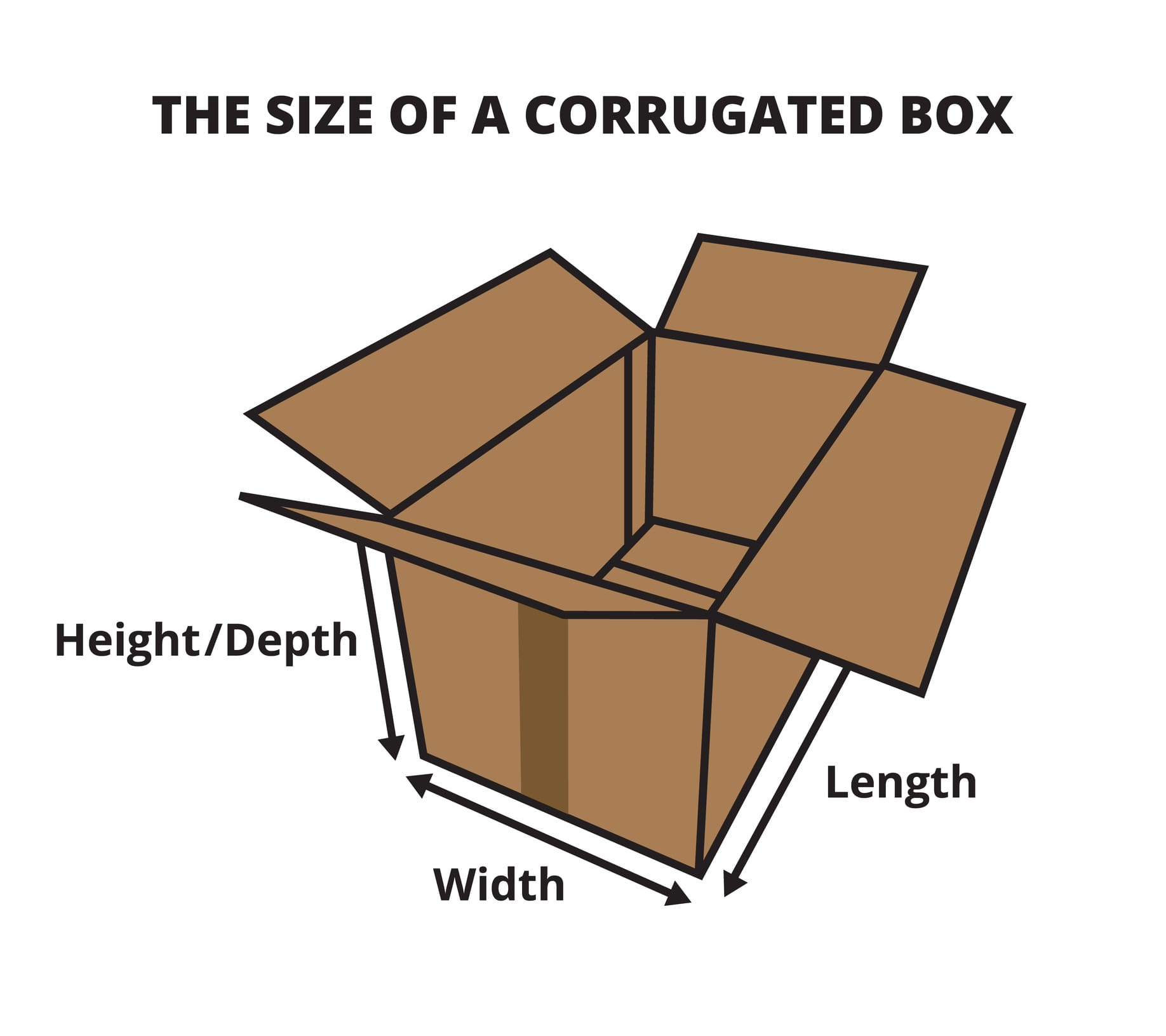
Structurally designing your corrugated box involves understanding the specific requirements of your product and applying principles of material science and engineering to ensure optimal protection,

Roll stock flow wrap packaging is a versatile and efficient method used in the food and packaging industry to package a wide variety of products.
As businesses prepare for a new fiscal year, evaluating packaging needs becomes a crucial part of the planning process. Effective packaging not only protects your

Effective packaging serves multiple purposes, including protecting products from dust, moisture, and tampering. These elements can compromise product quality, safety, and integrity during storage and
