

Home » The Importance of Cold Chain Packaging in Maintaining Product Quality
The Importance of Cold Chain Packaging in Maintaining Product Quality

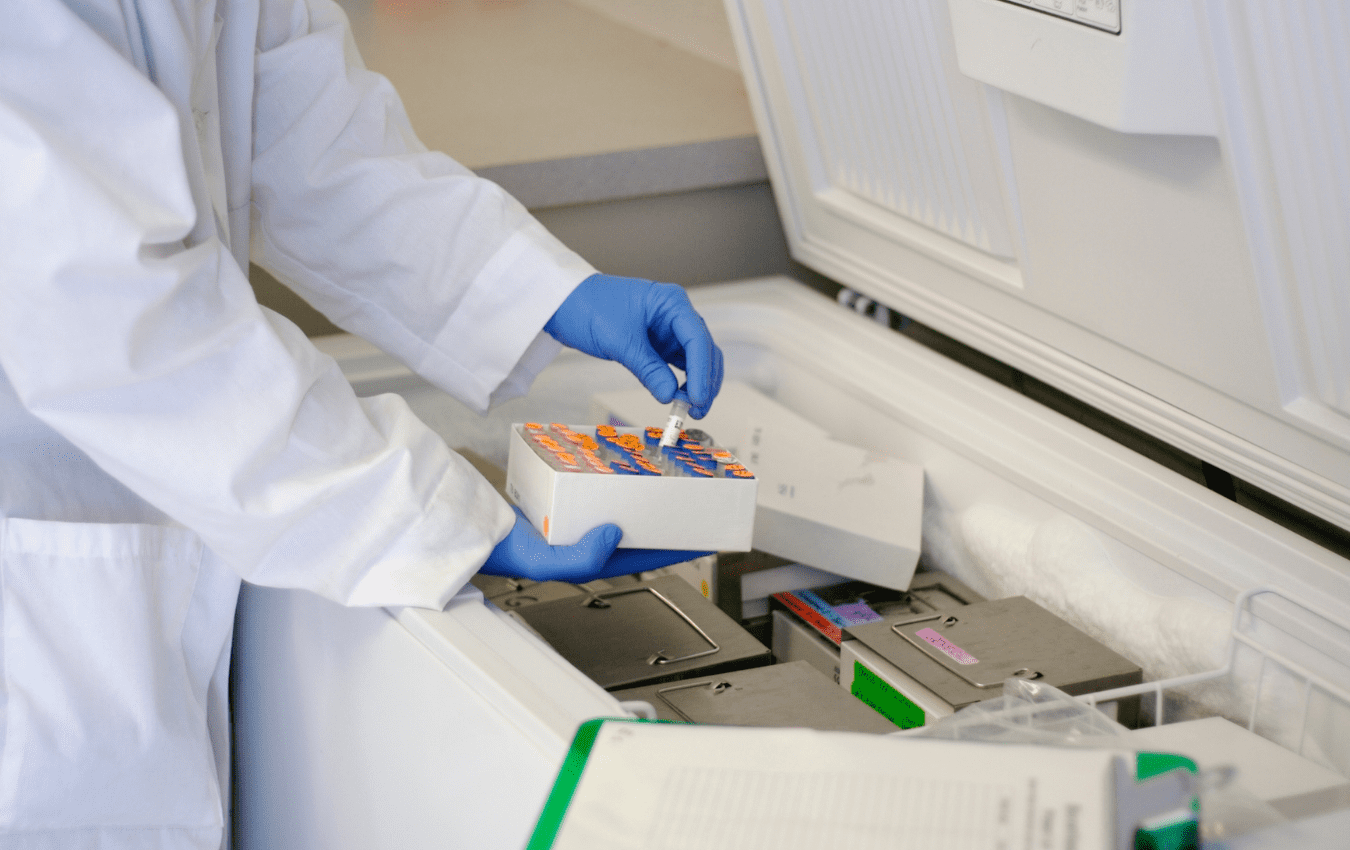
The cold chain is a temperature-controlled supply chain that plays a critical role in ensuring that certain products, such as pharmaceuticals, vaccines, and food, maintain their quality and efficacy. In this supply chain, the temperature is controlled, monitored, and maintained from the point of manufacture to the point of consumption. Cold chain packaging is an integral part of this process, as it provides a protective environment for temperature-sensitive products during transport and storage.
In this blog, we will discuss the importance of cold chain packaging in maintaining product quality, including the various types of cold chain packaging, their benefits, and the challenges associated with cold chain packaging.
What is Cold Chain Packaging?
Cold chain packaging is the packaging used to protect temperature-sensitive products during transportation and storage. It is designed to maintain a specific temperature range to prevent product degradation and spoilage. Cold chain packaging is used in various industries, including pharmaceuticals, biotech, food, and beverage.
Types of Cold Chain Packaging
There are several types of cold chain packaging available, including:
- Insulated Shippers – Insulated shippers are designed to maintain a specific temperature range for a specific duration. These shippers can be made from various materials, including expanded polystyrene (EPS) containers, insulated mailers, foil bubble liners, polyurethane cooler boxes and paper-based liners. They are commonly used for transporting vaccines, blood samples, and temperature-sensitive medications.
- Refrigerants – Refrigerants are used in cold chain packaging to maintain a specific temperature range. These can be in the form of gel packs, dry ice, or liquid nitrogen. They are placed in insulated shippers to maintain the desired temperature range.
- Phase Change Materials (PCMs) – PCMs are substances that can store and release thermal energy during a phase change. These materials are commonly used in cold chain packaging to maintain a specific temperature range for extended periods.

Benefits of Cold Chain Packaging
- Maintains Product Quality – Product quality is maintained by keeping products within a specific temperature range during transportation and storage. This ensures that products remain effective and safe for consumption.
- Reduces Waste – Waste is reduced by preventing spoilage and degradation of products during transportation and storage. This helps reduce the need for product recalls, which can be costly for manufacturers.
- Increases Shelf Life – Shelf life is increased for temperature-sensitive products by maintaining a specific temperature range. This helps ensure that products can be stored for longer periods without degrading or spoiling.
Challenges Associated with Cold Chain Packaging
- Temperature Control – Temperature control is one of the most significant challenges associated with cold chain packaging. Maintaining a specific temperature range throughout the transportation and storage process can be challenging, especially in extreme weather conditions.
- Cost – It can be expensive, which can be a significant barrier for small manufacturers. The cost of materials, such as insulated shippers and refrigerants, can add up quickly.
- Regulatory Compliance – Cold chain packaging must comply with various regulations, including those set by the FDA and other regulatory bodies. Ensuring compliance with these regulations can be challenging and costly for manufacturers.
Summary: Cold Chain Packaging Explained
Cold chain packaging plays a critical role in maintaining product quality and safety during transportation and storage. It helps reduce waste, increase shelf life, and ensure that products remain effective and safe for consumption. However, there are challenges associated with cold chain packaging, including temperature control, cost, and regulatory compliance. Despite these challenges, the benefits of cold chain packaging outweigh the costs and challenges, making it an essential part of the cold chain supply chain.
If you are interested in cold chain packaging solutions, then contact Brown Packaging today to get started.
Not all retail environments are the same—and your POP display shouldn’t be either. What works in big box retail often fails in specialty stores, and
Bigger doesn’t always mean better. Many brands default to floor displays because they assume more visibility equals more sales. But in many retail environments, counter
Retail-ready packaging (RRP) and POP displays are often treated as interchangeable. On paper, they both improve product presentation and efficiency. In reality, they serve completely
Companies managing multiple SKUs often face the challenge of balancing protection, efficiency, and cost in their packaging systems. Custom inserts can be designed with modularity
Many packaging programs grow bloated over time, with dozens of overlapping box sizes, materials, and formats. While this may seem flexible, it often increases costs,
The conversation around affordability has changed. Brands aren’t just trying to spend less — they’re trying to spend smarter while maintaining the same level of
By submitting your information, you agree to our terms and conditions and privacy policy.
Home » The Importance of Cold Chain Packaging in Maintaining Product Quality


Corrugated packaging is a popular packaging option for a wide range of products due to its strength, durability, and cost-effectiveness. In 2023, several trends are
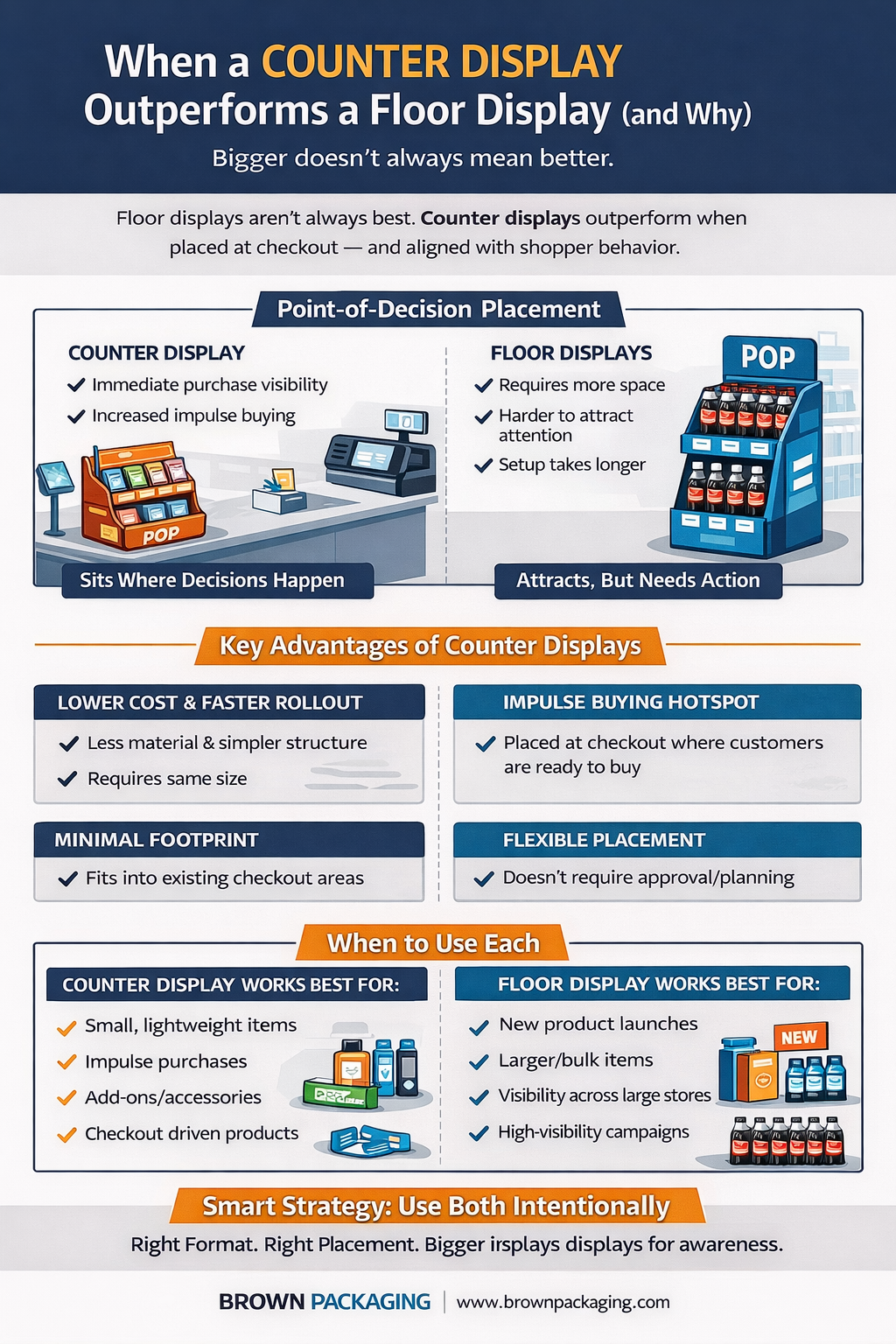
Bigger doesn’t always mean better. Many brands default to floor displays because they assume more visibility equals more sales. But in many retail environments, counter

Solid Bleached Sulfate (SBS) is a premium paperboard material known for its high brightness, smooth surface, and superior printability. Made from bleached virgin wood pulp,