





































Packaging
In the past several years the world has faced economic challenges with the Covid-19 Pandemic, supply chain shortages, Russia-Ukraine conflict and other events which have
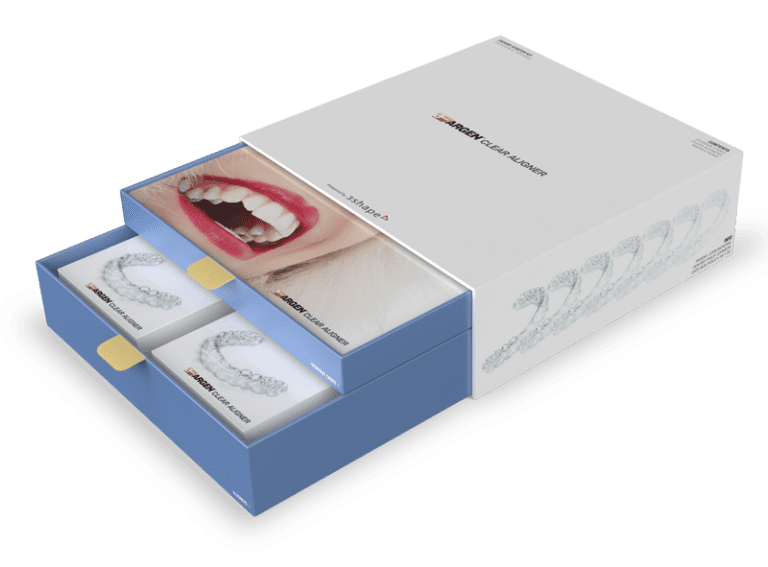
Design
When it comes to printing on packaging, color is one of the most important components in attracting a consumer. Most people aren’t aware that there
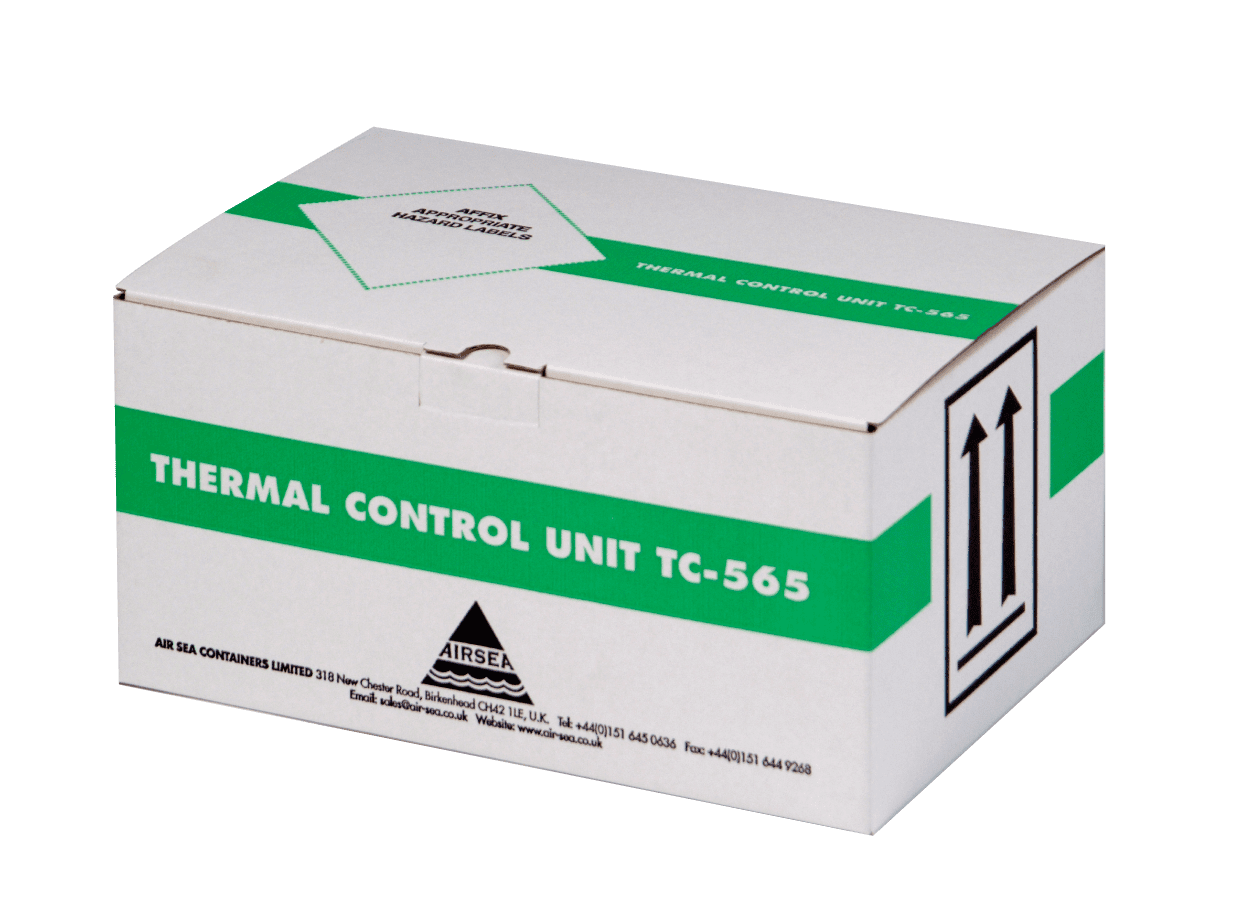
Corrugated
RETT boxes are a popular type of corrugated mailer used by the retail and ecommerce industry to ship and display products. These boxes are designed