








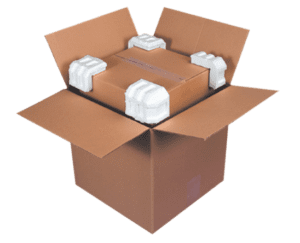


















Corrugated
In the realm of packaging solutions, roll end tuck top (RETT) boxes are hailed for their durability and versatile design. Yet, among their many attributes,
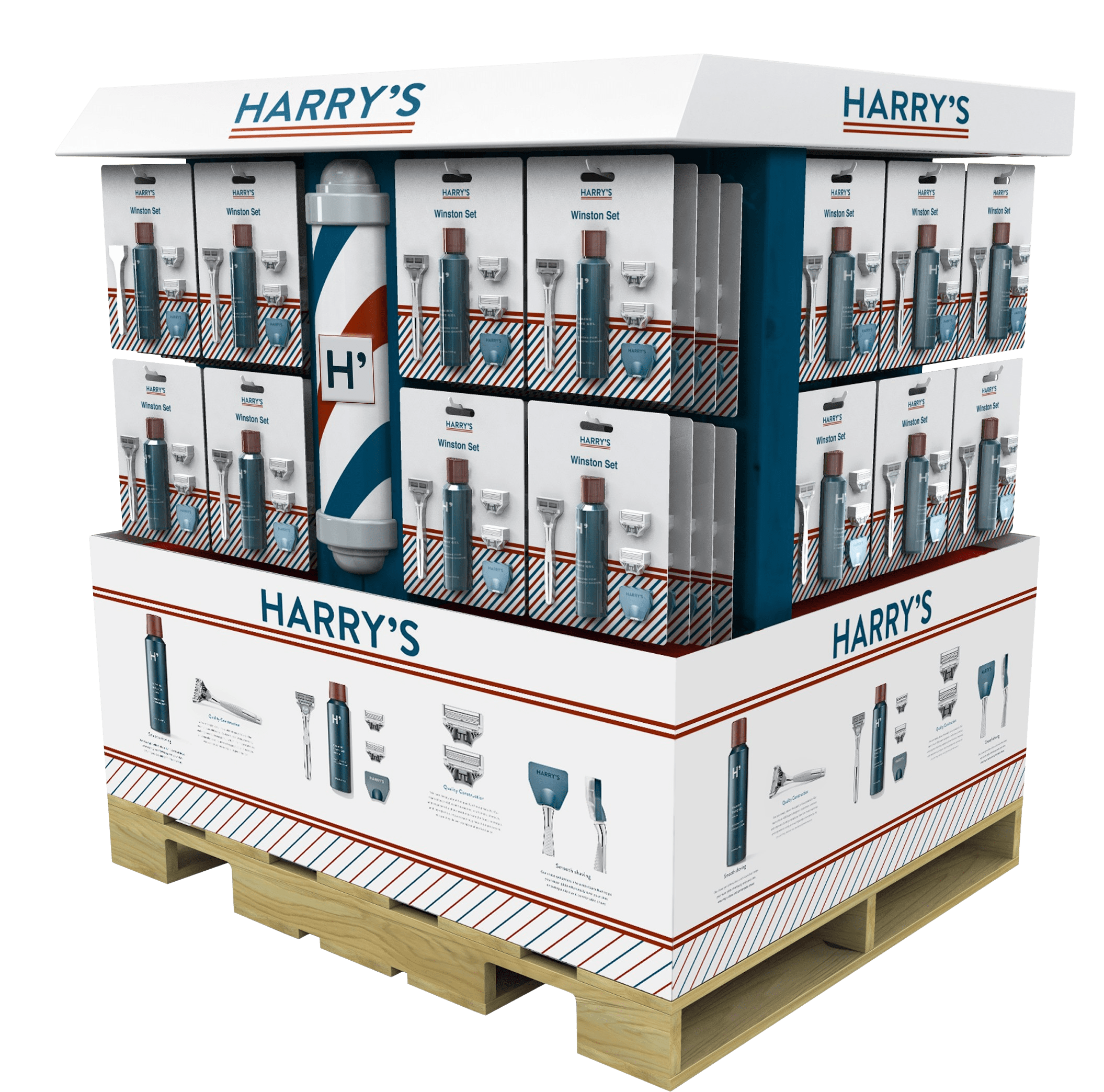
Display
Point of Purchase (POP) displays are a key element in influencing consumer decisions at the critical moment before purchase. The effectiveness of these displays can

Sustainability
As environmental concerns continue to dominate consumer and regulatory conversations, the packaging industry is responding with innovative, eco-friendly solutions. In 2025, sustainable packaging will not