








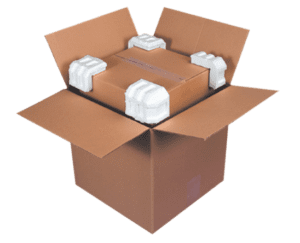


















Ecommerce
In e-commerce, the customer experience doesn’t end with the sale—it often continues through the returns process. With many customers expecting hassle-free returns, especially during the

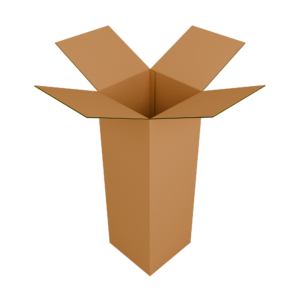
Ecommerce
The holiday season is one of the busiest and most critical times for e-commerce businesses. With the influx of online shopping, it’s essential to create

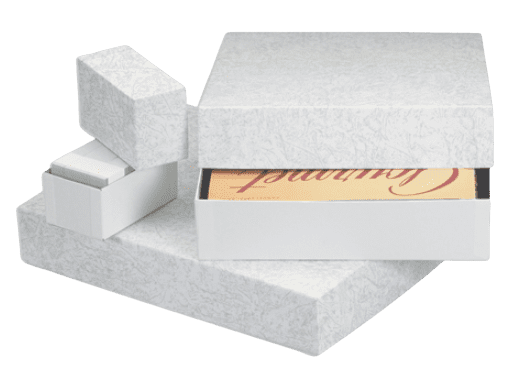
Display
For retail brands, Point of Purchase (POP) displays are crucial for maximizing product visibility and driving sales. Ensuring that these displays are retail-ready is key